流量、压力与温度传感器及 IO-Link 热电偶子站在压力烧结炉冷却系统中的应用
从“看表”到“看数据”的一条冷却支路改造
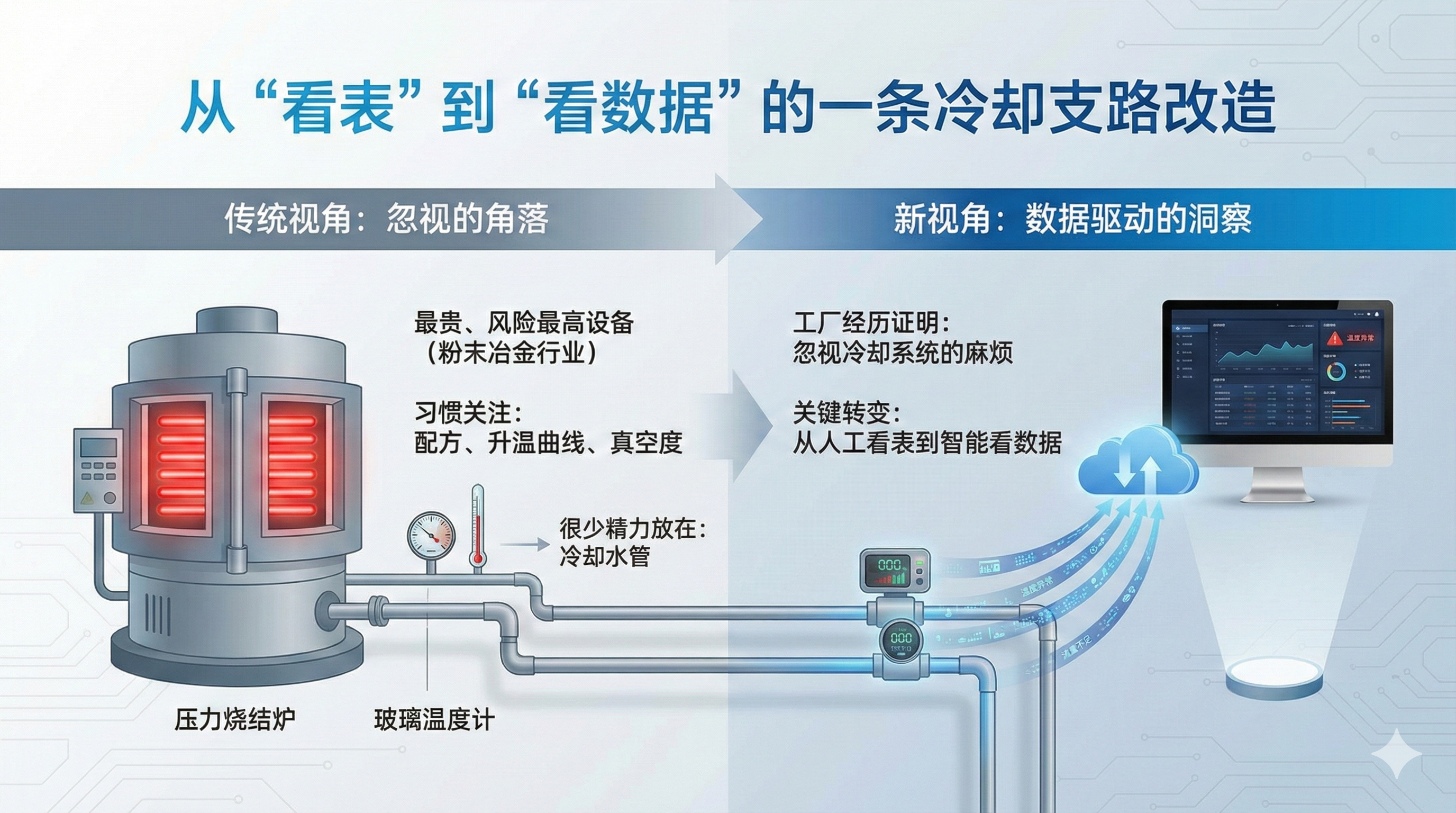
在粉末冶金行业里,压力烧结炉往往是整条产线最贵、风险也最高的设备。大家谈论它时,习惯先看配方、升温曲线、真空度,很少把精力放在旁边那几根冷却水管上。某工厂这两年的经历,恰好说明了忽视冷却系统会带来怎样的麻烦。
这台压力烧结炉在高负荷生产时,经常出现“过热保护”导致的停机。温度程序看起来满足配方要求,加热元件和真空系统也没有明显异常,但总是时不时跳停。维修人员一次次检查电热元件、功率控制器、温控参数,却始终找不到真正的“病根”,只能用换泵、清洗换热器、提前换滤芯等方式临时缓解。
直到一次检修窗口,团队才仔细审视冷却系统本身:冷却总管上只有一块指针式压力表,炉体进出水管上各��一支玻璃温度计,水泵出口靠一个机械式压力开关做欠压联锁。平时几乎没人看这些表,事后也没有任何可供分析的历史曲线。车间负责人提出,希望在不大改 PLC 的前提下,把关键变量“看清楚”,并能和炉膛温度关联分析,于是有了这次基于 IO-Link 的小改造。
项目思路:先把冷却这条“线”数字化
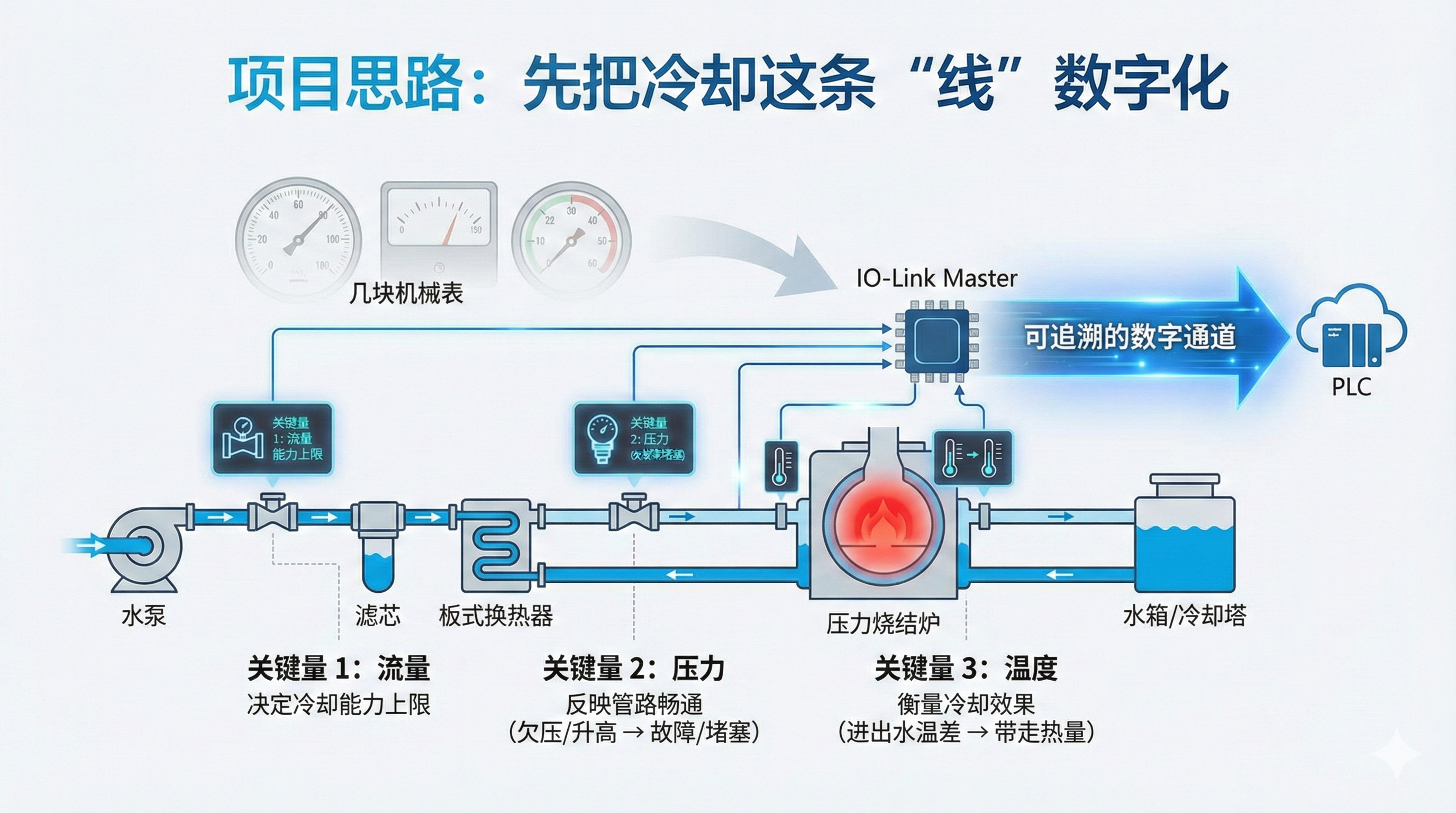
工程师先将冷却系统抽象成一条简单的线:水泵抽水,经滤芯和板式换热器,进入炉体冷却夹套,再回到水箱或冷却塔。围绕这条线,最关键的是三个量:流量、压力和温度。
流量决定冷却能力的上限。流量不足时,局部温度抬升,炉体结构和密封件在看不到的地方不断积累热负荷。压力反映管路是否畅通,欠压往往意味着吸空、泄漏或阀门未开,缓慢升高则更可能是滤芯堵塞、换热器结垢。温度则衡量冷却效果本身:进水温度代表冷源品质,回水温度和进出水温差反映当前工况下带走了多少热量。
改造的第一步,就是围绕这三个量,选择合适位置增加传感器,把冷却系统从“几块机械表”升级成“可追溯的数字通道”,再通过 IO-Link 接入现有控制系统。
冷却水侧实施:三类传感器的布置与接入
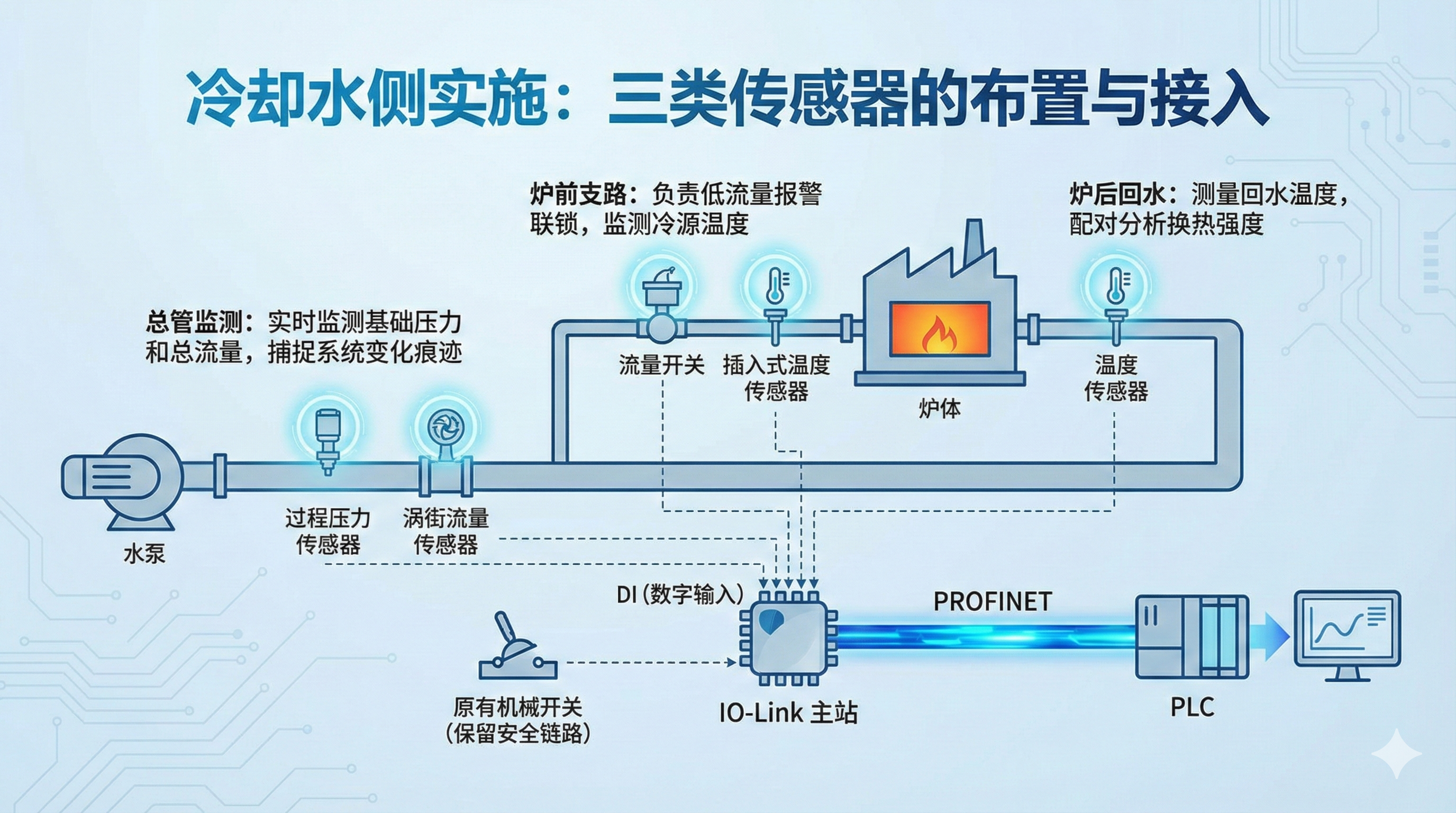
在总管上,团队在水泵出口安装了一只过程压力传感器和一只涡街流量传感器,用来实时监测系统基础压力和总流量,替代原有的机械式压力开关。这样一来,任何一次负载变化、水泵性能衰减或阀门误操作,都会在趋势曲线上留下痕迹。
在进入炉体之前的支路上,工程师增加了一只流量开关和一支插入式温度传感器。流量开关负责本支路的低流量报警及联锁停炉,温度传感器监测进入炉体的冷却水温度,避免冷源温度悄悄偏高却无人察觉。在炉体回水管上,又布置了一支温度传感器,用于测量回水温度,与进水温度配对分析换热强度。
这些新增的传感器统一采用 IO-Link 接口,通过一块 IO-Link 主站通过 PROFINET 协议向 PLC 提供数据。原有的机械压力开关则接入 IO-Link 子站的数字输入,保留原始安全链路。这样,冷却支路从泵出口到炉体回水,形成了一条连续的数字监测链路。
炉膛侧实施:用 IO-Link 热电偶子站整理“温度地图”
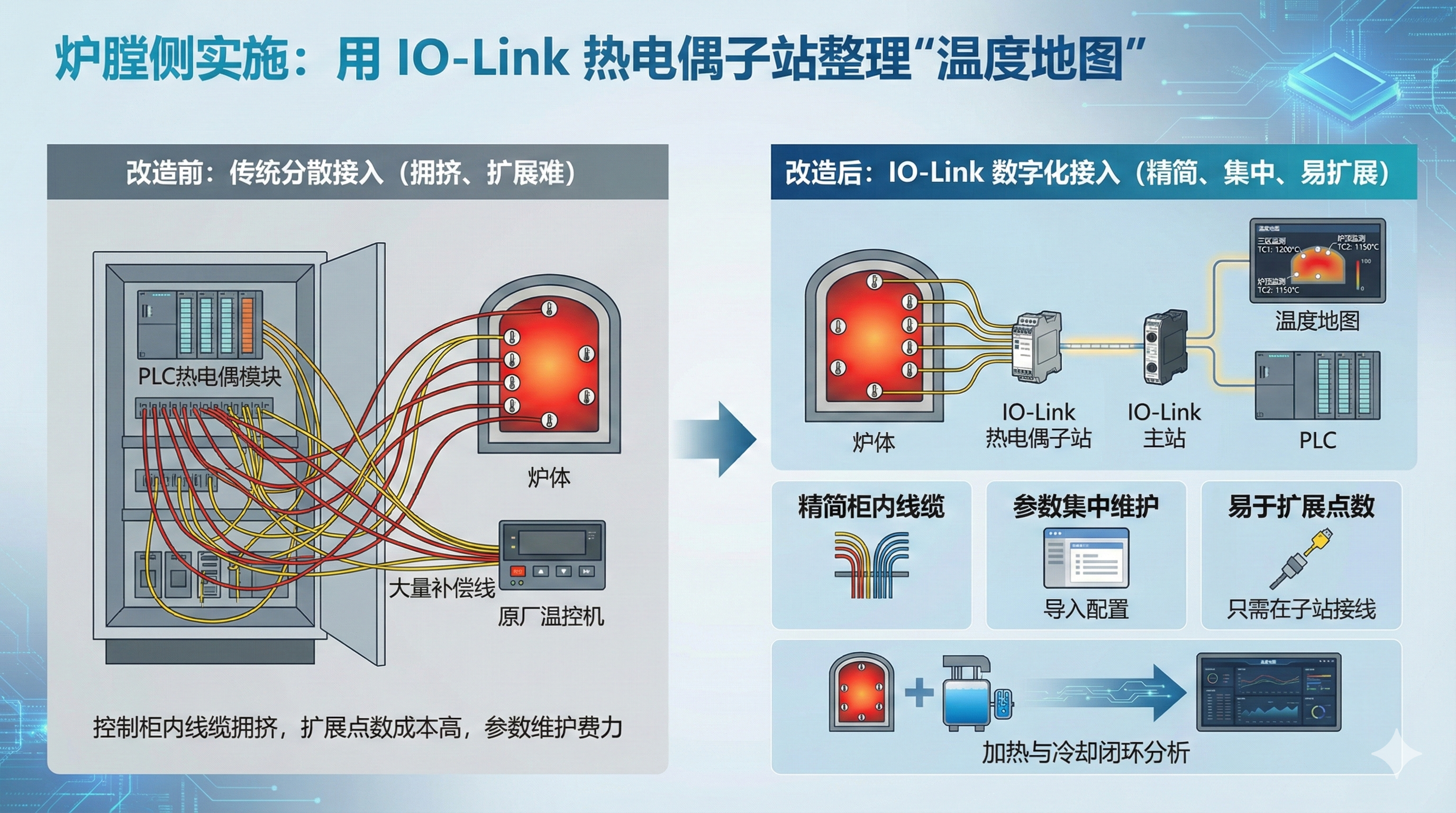
压力烧结炉内部原本布有十几支热电偶。工艺控制用的主控热电偶接到原厂温控机上,若干��监测用热电偶分散接入 PLC 的热电偶模块。随着测点增多,控制柜内的补偿线和模块十分拥挤,扩展点数成本较高,参数维护也比较费力。
此次改造引入了 IO-Link 热电偶子站,将所有监测用热电偶统一接入子站端子,由子站内部完成冷端补偿和线性化,再通过 IO-Link 主站把数字化的温度值送给 PLC。每个通道在工程软件中都有清晰的名称和量程配置,例如“三区监测 TC1”“炉顶监测 TC2”,同时可以设定滤波时间和报警阈值。
这样做有三个直接好处。其一,大量补偿线被就近接入子站,控制柜内线缆和端子排得到大幅精简。其二,通道参数集中维护,今后复制到同型号设备时只需导入配置即可。其三,更换或新增热电偶时,只需在子站接线并启用通道,无需再扩展 PLC 模块。
更重要的是,当冷却水侧的流量、压力、温度和炉膛内部多点温度都通过 IO-Link 接入后,工程师可以在同一个画面上同时查看冷却状态曲线和炉温曲线,真正把“加热”和“冷却”放在一个逻辑闭环里分析。
运行效果:过热停机从“猜问题”变成“看趋势”

改造完成后,车间对几次典型“过热”事件进行了对比分析。过去,只能看到某个加热区温度偏高或下降缓慢,工程师很难判断是加热侧、工艺参数还是冷却能力的问题;现在,通过历史曲线可以清楚看�到事件发生前后的全貌。
在一次保温阶段异常中,趋势曲线显示:某一段时间支路流量略有下降,回水温度持续偏高,滤芯前后压差缓慢抬升,同时该区域炉温下降变慢。基于这几条曲线,维护团队很快判断为“滤芯堵塞导致局部冷却不足”,停炉更换滤芯并对部分管路除垢后,后续同类问题明显减少。
冷却系统的维护策略也随之改变。过去滤芯更换主要靠经验和时间周期,现在则根据压差和流量的趋势,设置合理的预警阈值,做到“按状态维护”。工艺工程师在调试新产品时,也会有意识地观察不同工步中冷却条件的变化,避免在冷却能力边缘运行时安排对温度最敏感的工序。
总体来看,这次改造并没有大动干戈,只是在关键位置增加了几只传感器和一块 IO-Link 热电偶子站,却让原本模糊的冷却系统和炉温关系变得可视、可分析、可追溯,极大提升了设备运行的可控性。
结语:从一条支路开始,把冷却纳入工艺管理
这个项目的经验是,压力烧结炉的冷却系统完全值得被当成工艺的一部分来管理,而不是简单视作“只要不断水就行”的辅助设施。只要选好一条关键冷却支路,合理布置流量、压力和温度传感器,再配合 IO-Link 热电偶子站,将炉膛内部的多点温度纳入同一数据体系,就可以在不大改 PLC 架构的前提下,让设备从“看表靠经验”升级到“看数据做决策”。
对于正在规划新炉或考虑冷却改造的工厂来说,不必一开始就追求“全覆盖”。从最关键的一条支路、几个传感器和一块 IO-Link 子站做起,先把一小段冷却系统真正看清楚,再逐步复制到整台设备甚至整个车间,既稳妥,又能持续看到收益。
客户支持与服务
天津森特奈电子深耕工业自动化领域 17 年,已为轨道交通、汽车制造、新能源等行业提供超过 170 个应用案例。我们提供从传感器选型、系统集成到售后诊断的全周期服务。如您想要了解森特奈产品的更多信息,请联系销售人员或致电公司 022-83726972。或您可登录森特奈的官网 www.sentinel-china.com 。
欢迎预约线上演示或申请样机试用,让我们的工程师为您量身定制从"数据入口"到"动作落地"的完整方案。
